简易双牵引机的装置牵引力控制
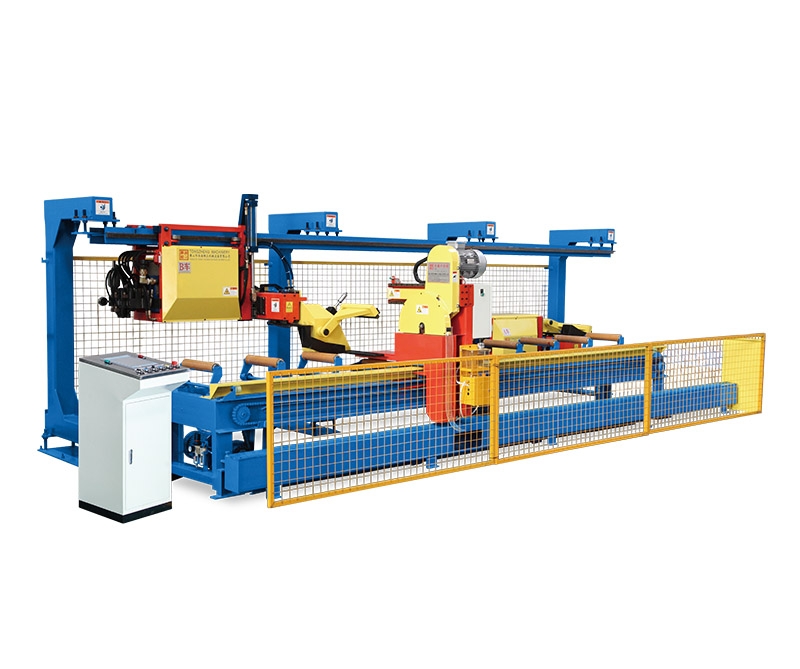
上述简易双牵引机乐发V1装置2和第二牵引装置3的牵引力为30至120KG,且为可调恒张力,牵引的速度为0至1.2m/s,比较大回程速度为0至2.5m/s,比较大切割尺寸为宽200,高100,比较大行程为长度26米,操作方式可以为自动或手动,挤压时同步前进,挤压时快速返回,驱动电机机构22和第二驱动电机机构32为3.5KW,系统则均为液压系统。

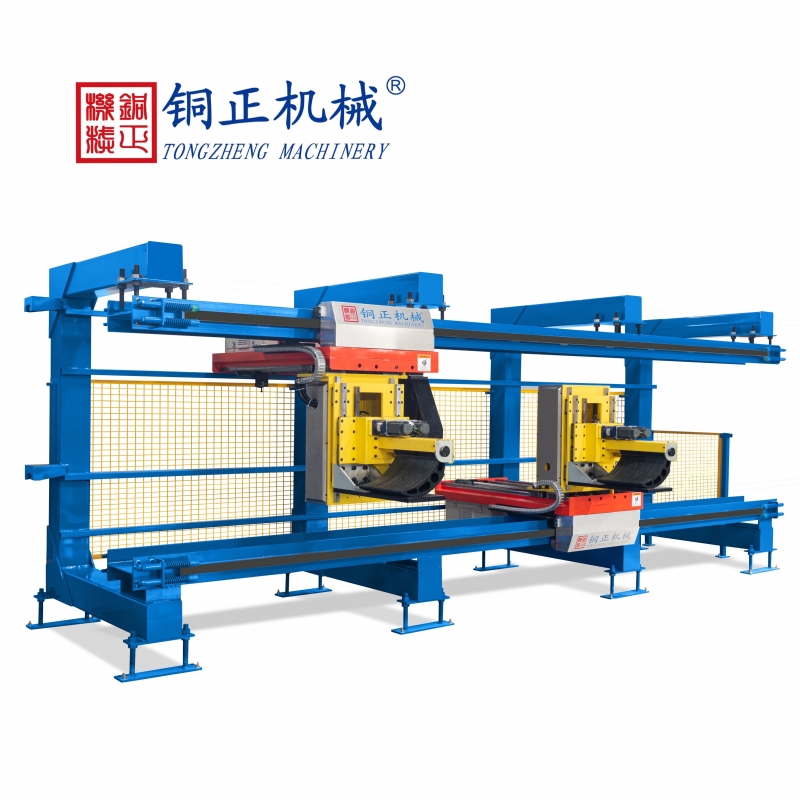
整个双轨全自动双牵引机100的总功率为15KW。通过液压油缸(未标号,下同)推动压条27的打开闭合动作实现夹料,夹持机构24和第二夹持机构34具有的托板26可以90度升降,并且旋转伸缩,第二夹持机构34与夹持机构24高低错位,两者独立循环夹料,确保回程不擦伤铝型材200,压条27的曲线结构设计方式,压紧自锁可靠,托板26和压条27均由液压油缸控制。
预设牵引力压力,循环开始后,牵引装置2在焊接位置夹紧铝型材200由独立的切割锯53进行切割,将铝型材200牵引到一端,第二牵引装置3预先返回原点,夹紧铝型材200,再由独立的切割锯53进行切割,两者循环牵引,实现零延迟。如果在挤压循环结束前铝型材200传递没有完成,传递操作将在非挤压循环中被执行,铝型材200的挤压机(未图示,下同)将暂停直到牵引装置2回到初始位置。铝型材200的挤压机非挤压循环结束、继续挤压加工后,牵引装置2的夹持机构24将伸出,牵引装置2将升起、加速、在焊接标记处夹紧,压力从第二牵引装置3传送给牵引装置2,牵引装置2将会在焊接标记处切割铝型材200,锯切完成后,第二牵引装置3将把铝型材200送出,随后第二牵引装置3松开第二夹持机构34,整体升高,同时动力电机机构7的处理系统会收到一个传递请求,第二牵引装置3将返回并接受下一个挤型的传递。在非挤压循环中,当收到“一个铝锭”信号后,程序循环将结束,第二牵引装置3把一个铝型材200送出并放置预备传送,动力电机机构7的处理系统为更换程序或接受下一个循环启动指令做好准备。
乐发V1上述双轨全自动双牵引机100中,由于设置了两个牵引装置,分别为牵引装置2和第二牵引装置3,并且由于第二夹持机构34具有第二升降机构35,藉由该第二升降机构35,使得第二夹持机构34升降并用以夹持铝型材200伸至支撑架4处,夹持机构24藉由该驱动电机机构22驱动,夹持机构24也可以夹持铝型材200伸至支撑架4处,使得待加工的铝型材200位于第三固定架51,且在切割锯53的下方,该第三驱动电机机构52驱动切割锯53工作,铝型材200加工,循环错开的进行牵引,完全达到了零延迟目的。
以上详细说明仅为本实用新型之较佳实施例的说明,简易双牵引机非因此局限本实用新型的zhuanli范围,所以,凡运用本创作说明书及图示内容所为的等效技术变化,均包含于本实用新型的zhuanli范围内。