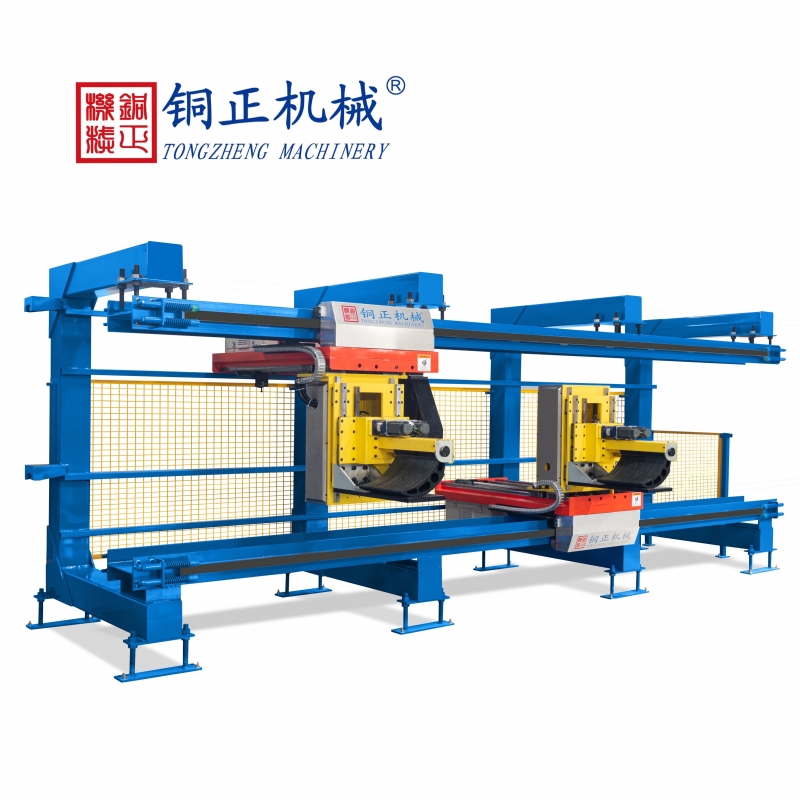
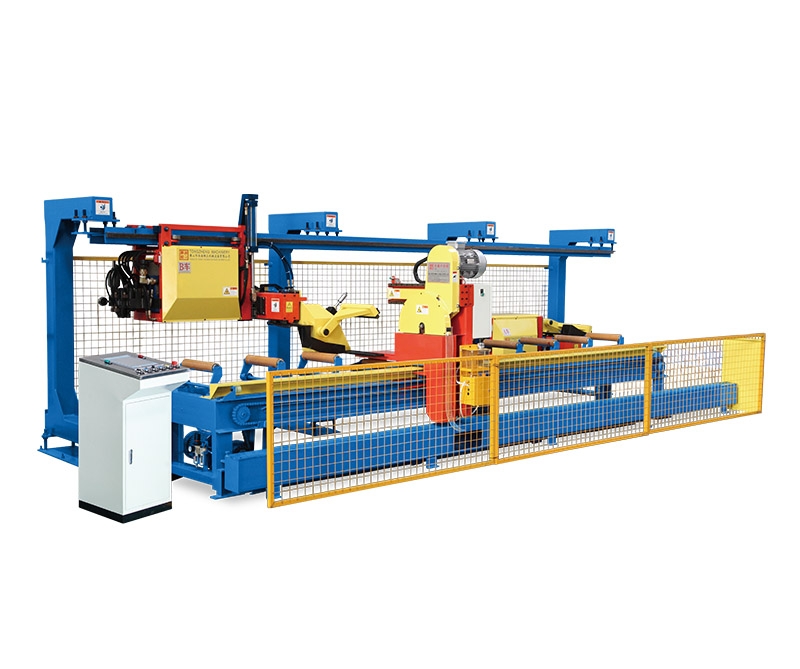
当型材从挤出机出口到前双牵引机乐发V1(a车)颚板时,前牵引机(a车)颚板咬合材料开始牵引,直到型材前端进入后牵引机(B车)的钳口。此时,两台拖拉机平行拉动,前牵引机咬合颚板松开,返回挤出机端等待。后牵引车继续牵引。

当型材从挤出机出口到前牵引车(a车)的钳口时,前双牵引机车(a车)的钳口咬合开始拉动,直到型材前端进入后牵引车(B车)的钳口。此时,双牵引器平行拉动,同时,前牵引器的咬口松开,返回挤出机端等待。后牵引车继续牵引。当第二型材与一型材的连接到达移动式断续锯时,前牵引车(a车)咬住材料,车载断续锯在两种材料的接合处进行切割。锯切完成后,中断锯自动返回原位,被后牵引车(B车)快速将锯好的型材拖到升降台上,然后在前牵引车(a车)拉动型材时松开(升降台上的型材平移,但冷却台冷却)后返回,开始计算与前双拖拉机连接的返回(或跟踪速度)速度。所有操作都将自动完成。