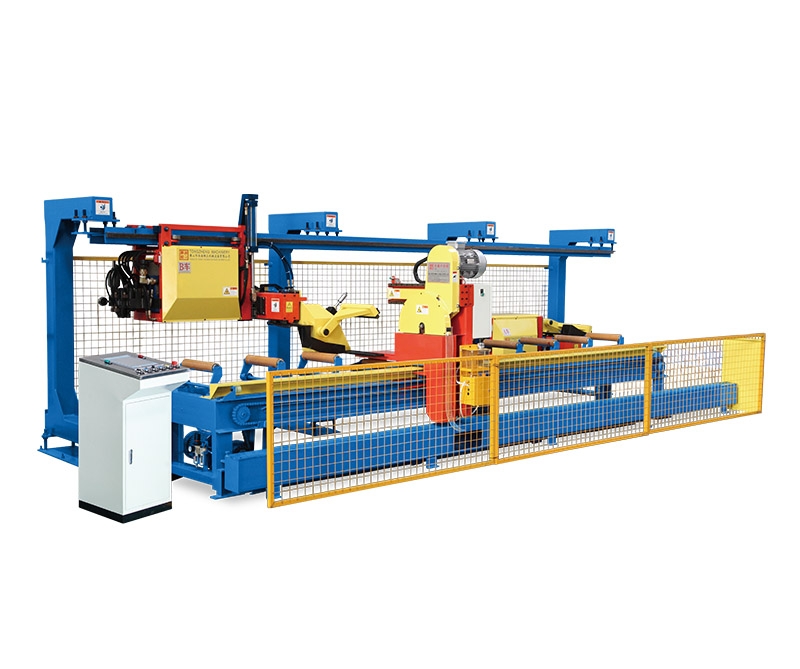
简易双牵引机使用安装在靠近挤出机的牵引头上的锯,可以在型材的停止标记或焊接标记处切割,以减少型材的浪费。
2. 双端牵引系统不需要依靠非挤压期来重新安排预期的下一个挤压期。
3.拖拉机采用PLC控制技术,提供9种不同的操作程序,以适应不同的挤压方式。操作方便。
4. 双头牵引,牵引头低速运行。
①挤出型材受20m长度限制,挤出速度小于等于35m/min。
②回程速度220m/min。
③匹配非挤压时间(无效时间):14秒。在挤出机的连续生产时间内,牵引机影响挤出机的生产效率,即不允许等待牵引机的返回。
(4)在牵引力方面,控制系统可提供1kg的增量变化,牵引力调节范围为0 ~ 250KG。
⑤在牵引过程中不得改变挤出型材的尺寸,即无牵引的挤出型材与有牵引的挤出型材尺寸应相同。
⑥牵引飞锯切割定位精度:±200mm;
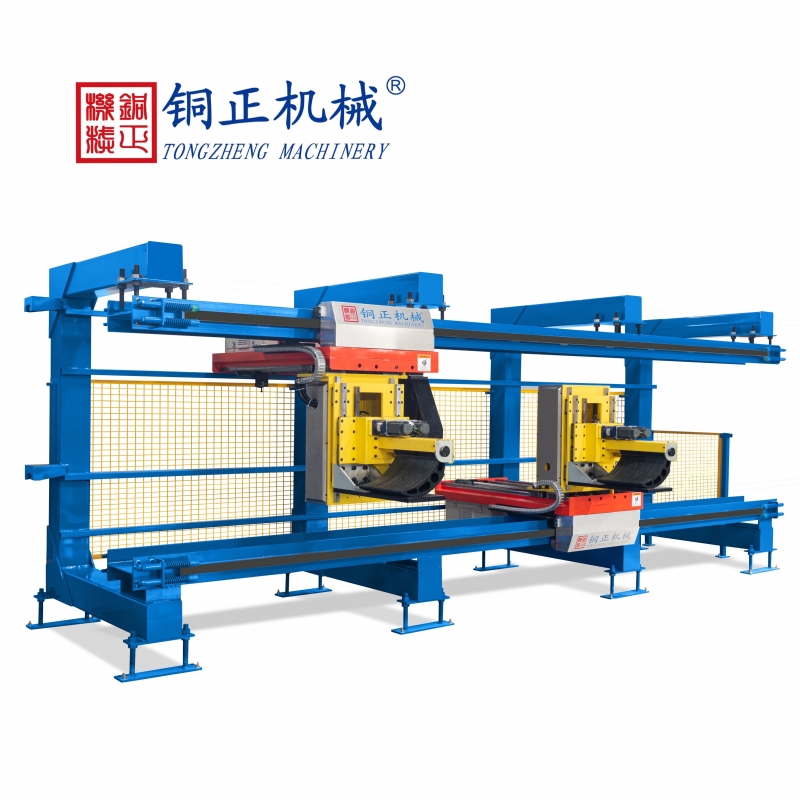
5. 作为一个系统,双头拖拉机提供更高的产量,同时减少浪费。
6、可提高挤出速度10 ~ 30%(模具强度满足条件)。
7、可提高生产效率10 ~ 20%。
8、可提高收率1 ~ 2%。