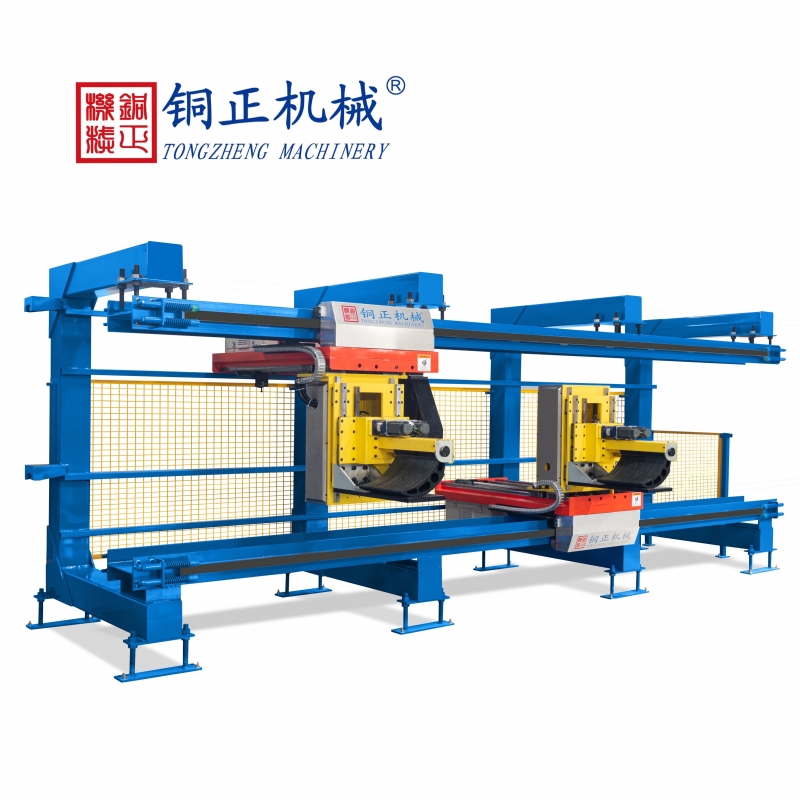
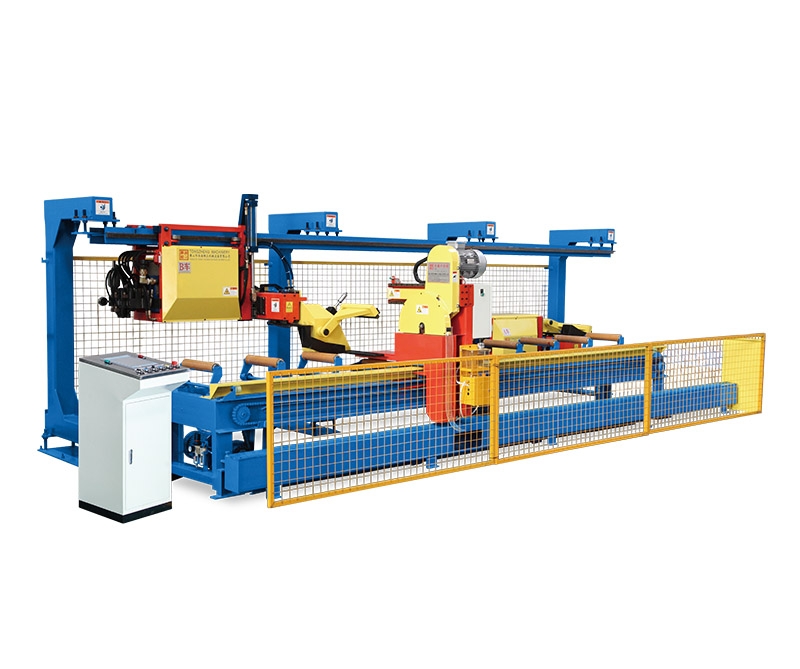
使用现代化的铝型材牵引机,好处之一就是当铝型材达到了正确的挤出长度时,牵引机具有控制挤压机停止挤压的功能。这和非挤压周期类似,但由于挤出的铝型材恰好是需要的长度,没有造成挤压时间上的浪费。因此可节省更多的成本,因为在减少废料的同时也节省了输送和再回收利用已挤出的废料的环节。

铝型材牵引机从挤压机挤出后,最重要的目标就是通过减少废料,来提高产量和可出货率,把更多的制品发给客户。挤压之后再产生的任何废料代价将非常高,所以在随后的工序中都要尽可能地减少废料的产生。要将废料减到最少,必须实现在停车痕处锯切(停车痕指非挤压周期过程中,模具在型材上留下的痕迹)。只有两种技术可以实现在停车痕处锯切-即飞锯切割和双长度系统。飞锯切割技术是指在挤压过程中进行锯切。利用飞锯切割技术可以实现在停车痕从挤压机出来后,将型材在停车痕处切断。双长度系统是指等到挤完第二支型材后,在非挤压周期内在一支和第二支型材之间切断。
乐发V1