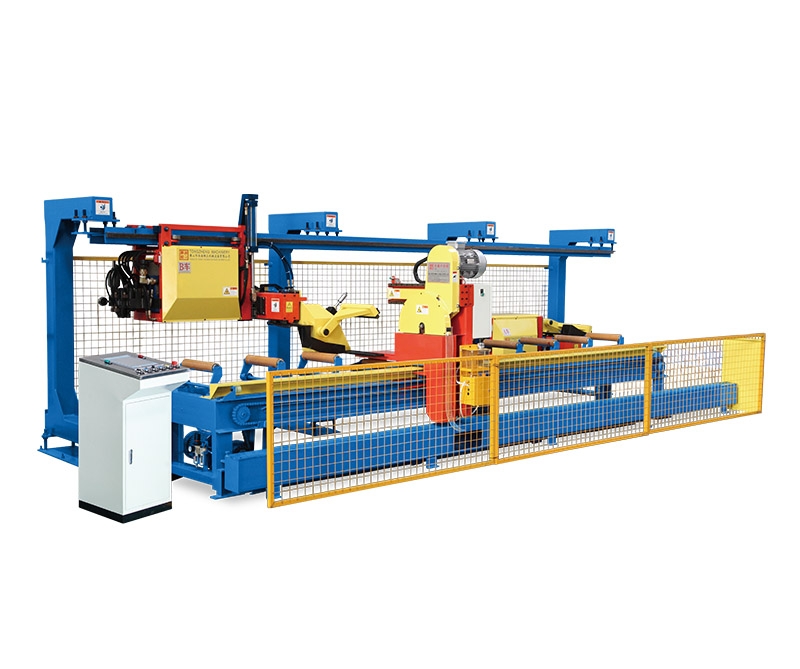
1. 三头双轨牵引机在挤出机的挤压过程中,挤压比和变形度是挤压过程的两个基本变形参数,可以说明挤压过程中金属变形的大小。在挤压过程中,增大变形程度可以细化产品的晶粒尺寸,改善其力学性能。
2. 在选择挤压工艺的变形参数时,当挤压温度范围确定时,产品流出模孔的温度和速度随挤压比的增加而增加,为避免挤压产品表面粗糙和挤压裂纹,应选择适当的挤压比。
3.根据挤出制品的性能要求,为获得较高的力学性能,应尽量选择挤出比,一般变形程度可大于90%,挤出比不应小于10—120;根据挤压压力与挤压比的对数成正比,大的挤压比受挤压机挤压压力和挤压工具强度的限制,挤压比不能超过设备的承受能力。
4. 当挤压机用于坯料的二次挤压时,挤压比可以无限制,在挤压小断面、型材时,为了使金属流动均匀,可以采用多模挤压,降低挤压比。在实际操作过程中,一旦发现挤出机的捏挤量较大,就要注意受力部位,一定要与平面接触。
5. 挤出机受压时,手动控制缓慢按压,控制压力不要过高,观察挤压重量大的情况。如果推不动,推不硬,分析问题,按照一定的方法采取措施处理,使挤出机尽快恢复正常。